
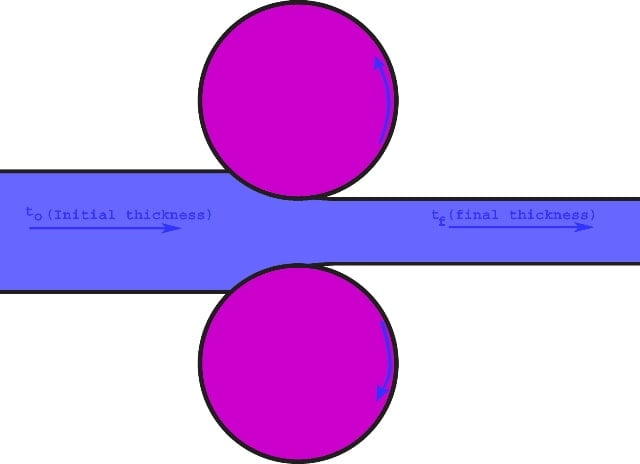
Rolling is the process of plastically deforming metal by passing it between the roles. The rolling process is basically used for reducing the cross-sectional area of the metal stock. (The width is the same but there is a significant reduction of thickness). It is the most widely used forming process and it provides high production with very close control of the final product. The squeezing action between the rolls results in the metal is subjected to high compressive stress. The frictional process is responsible for drawing the metal into rolls. At entry metal speed is low and the roller surface speed is high and where at exist metal speed is high and the roller surface speed is low.
Where
- W0 =WF (W0=Initial width and WF=Final width, width is always constant when ever-rolling is carried out but there is a significant reduction of thickness)
- And l0<lf (Where l0 =initial length and lf=Final length).
- t0>tf (Where t0=initial thickness and tf=Final thickness).
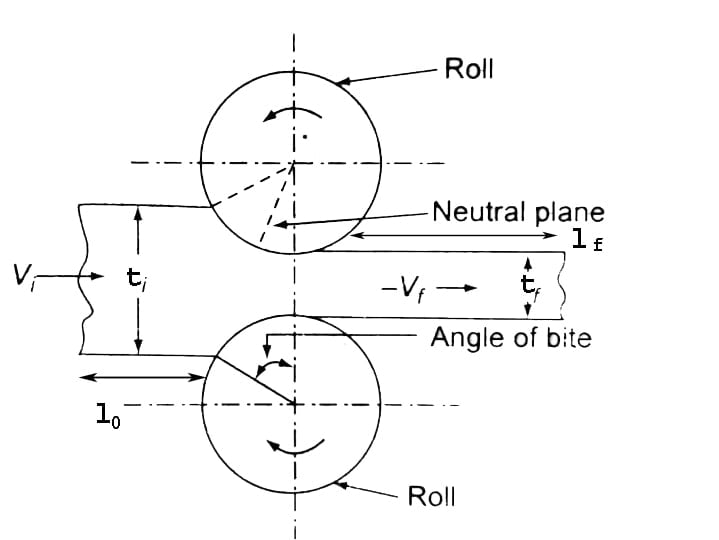
- Vi is the initial force and the Vf is the final force.
Table of Contents
Angle of bite:
The angle of bite determines the extent of thickness reduction which will be taken place. The angle of the bite also depends upon the condition in which the rolling is being carried out, which means it is hot or cold or the surface roughness or smoothness of the rollers. For the smoother surface low angle of bite is used while for the rough surface high angle of bite is used.
The large diameter of the rollers is used for the low angle of the bite while the small diameter rollers are used for the high angle of bite. The cold-rolling angle of the bite is very low (like 3-4 degrees) but for hot rolling, it is very high (like 24-32 degrees).
Draft value:
Draft(d)= t0-tf
Maximum draft Dmax=µ2 *R
Where
- µ is the coefficient of the friction between the metal and the roller surface.
- For cold working condition µ=0.1
- For warm working condition µ=0.2
- For cold working condition µ=0.4-1.0
- R is the radius of the roller.
If the surface roughness is more then more draft is possible and if the roller diameter is more then more draft is possible.
Types of rolling:
There are two types of the rolling process
- Hot rolling
- Cold rolling
Hot rolling:
Hot rolling is a metalworking process that occurs above the recrystallization temperature (Bellow the melting temperature) of the metal. It requires low pressure. The initial breakdown of ingots in blooms and billets is generally done by hot rolling. Further hot rolling Is carried out to obtain products in the form of plates, sheets, rods, bars, etc. It has a poor surface finish.
- The first hot working operation is done using a roughing mill (blooming, slabbing or cogging).
- These mills are designated based on the roll diameter.
- Initially, scale removal is done.
- Breakdown of cast ingots/blooms/slabs/for subsequent reductions.
- The ingots are turned 90o between subsequent passes.
- Generally, they are two high reversing mills (24-54-inch diameter rolls)
- For high production rates, universal mills are used to take care of edging (two vertical rolls to control the edge).
- High-pressure water jets remove scales.
- Subsequent to the last finishing stand, strips are sheared to the required size or coiled to obtain continuous sheets.
Cold rolling:
Cold rolling occurs with the metal below its recrystallization temperature. It requires more pressure than a hot rolling mill. Cold rolling is carried out by industries to obtain sheets, strips, foils, bars, etc.
Advantages of cold rolling mills are:
- Good surface finish.
- Close control to product dimensions.
- Increase mechanical properties.
- Used to obtain high strength.
- A large number of non-ferrous sheets are produced by cold rolling.
- Total reduction varies from about 50% to 90%.
- The rolling is carried out using 3-6 strands.
- High speed for high mills is generally used.
- In the finishing strand, minimum reduction occurs so as to obtain a good surface finish and uniform thickness.
- Annealed steels are given skin pass or temper rolling to eliminate the yield point phenomenon.
Rolling terminology:
Blooms: It is the product of the first breakdown of ingots, generally hot working (the cross-sectional area is 150cm *150 cm)
Billet: Product obtained from further reduction by hot rolling (the cross-sectional area is 40*40 mm2).
Slab: Slab is any hot rolled ingot with a cross-sectional area is 100 cm2 and width is > or equal to 2* thickness.
Plate: A plate is a product with a thickness > 6mm
Sheet: Product with thickness < 6 mm and width >600 mm.
Strip: Strip is the product with thickness <6 mm and width < 600 mm.
Blooms, billets, and slabs are also known as semi-finished products. (It may be further reduced).
What is Powder rolling?
Metal powder is introduced between rolls and compacted into a green strip which is subsequently sintered and subjected to hot or cold working followed by annealing.
Advantages of powder rolling:
- A high-density sheet can be obtained.
- Elimination of initial hot-ingot breakdown process.
- Reduction in initial huge capital investment.
- Minimum contaminants which otherwise would form during hot working.
- Very fine-grained material with a drastic reduction of preferred orientation of grains.
Shaped rolling or section rolling:
- A special type of cold rolling in which a flat slab is progressively bent into complex shapes by passing it through a series of driven rolls.
- No appreciable change in the thickness of the metal during the process.
- Suitable for producing molded sections such as irregularly shaped channels.
Rolling mills
Rolling mill consists of rolls, bearings, structure, or housing for rigidly supporting these parts, power drive, power transmission system, speed control, roll gap adjusting set up, etc. The force for rolling generally is very high. The power requirements are very high. Hence initial capital investment is high. Rolling mills are generally classified with respect to the number and arrangement of the roll.
Types of rolling mills
Two high pull over rolling mill:
The stock is returned to the entrance for further reduction.
- It consist of two rollers.
- Both rollers are rotate in opposite direction.
Two high reversing rolling mills:
The work can be passed back and forth through the rolls by reversing their direction of rotation.
Three high rolling mills:
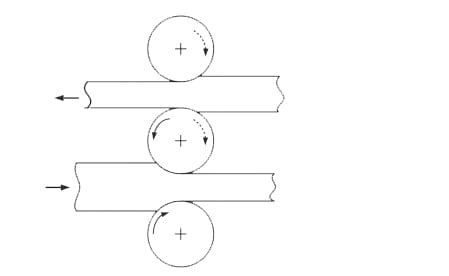
Three high rolling mills consist of upper and lower driven rolls and a middle roll, which rotate by friction. Three high rolling mills reduced the material handling which is needed for rolling.
- It consists of three rollers.
- The first and third roller rotate in the same direction while the mid roller rotates in opposite direction.
- This requires less costly motive power.
- It has higher output.
Four high rolling mills:
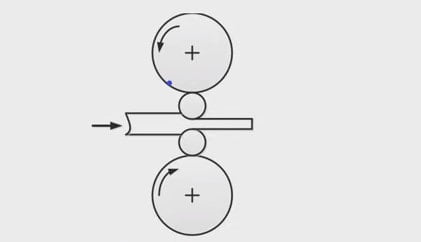
Small diameter rolls (less strength and rigidity) supported by larger diameter backup rolls.
- It consists of four rollers.
- This process is used for both cold and hot rolling.
Cluster rolling mill or sendzimir rolling mill:
Each of the working rolls is supported by two backing rolls. Here rigidity is well maintained. Cluster rolling mills are used for the high draft.
Typical arrangement of rollers for rolling mill:
Continuous rolling mill:
- Uses a series of rolling mill and each set is called a strand.
- The strip will be moving at different velocities at each stage in the mills.
- The speed of each set of rolls is synchronized so that the input speed of each stand is equal to the output of preceding stand.
- The uncoiler and wind up reel facilitates feeding the stock in to the rolls and coiling of the final product in addition of providing back tension and front tension to the strip.
Planetary rolling mill:
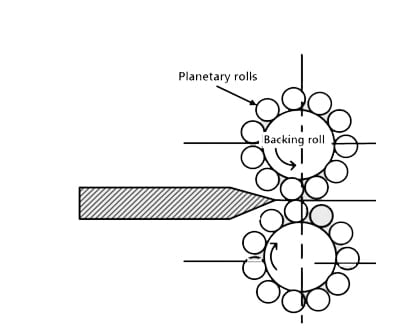
- Planetary rolling mill consists of a pair of heavy backing rolls surrounded by a large no of planetary rolls.
- Each planetary roll gives an almost constant reduction to the slab as it sweeps out a circular path between the backing rolls and the slab.
- As each pair of planetary roll ceases to have contact with the workpiece, another pair of rolls makes contact and repeat that reduction.
- The overall reduction is the summation of a series of small reductions by each pair of rolls.
- Therefore the planetary rolling mill hot reduced a slab directly to strip in one pass through the mill.
- The operation requires feed rolls to introduce the slab into the rolling mill, and a pair of planishing rolls on the exist to improve the surface finish.